Reliable Chemical Transfer Pumps For Safe Plant Operations
Chemical Transfer Pump, Backbone of Safe Chemical Process
In the chemical industry, safety and accuracy are extremely important, especially on an industrial scale. Workers often handle strong acids, flammable liquids, or thick mixtures, so they need machines that won’t break under pressure.
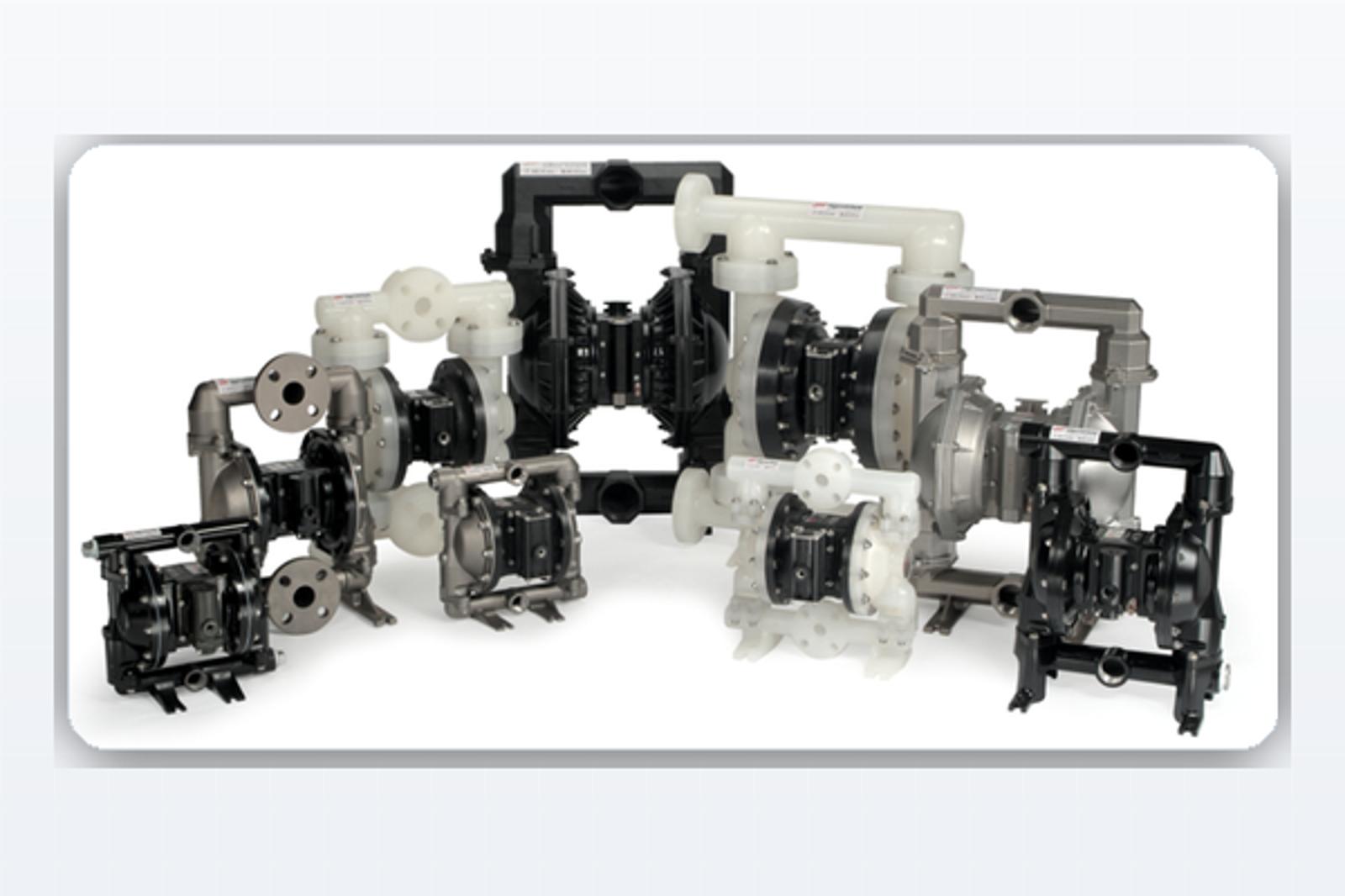
That’s where ARO Air-Operated Double Diaphragm (AODD) Pumps come into play. These pumps help move liquids safely and reliably.
Chemical engineering environments are often dangerous and complex. In these places, pumps must handle strong chemicals and work safely in explosive areas. The risks are high; any leak or failure can disrupt production and endanger workers and the environment.
Additionally, these incidents can cause costly downtime, hurting productivity and profits for the company. Therefore, it is very important to ensure that these pumps are reliable and safe.
ARO AODD Pumps are engineered to deliver:
Leak-Free Operation
Mechanical seals can wear out over time, especially when pumping strong or dangerous chemicals. But with ARO’s seal-free design, the pump stays safer and lasts longer — even when handling corrosive or hazardous liquids. This also means less maintenance, fewer breakdowns, and a safer working environment for everyone in the plant.
Self-Priming and Dry-Run Capability
This feature is particularly useful in batch processes or during startup/shutdown phases, where fluid availability may vary.
ATEX Certification for Hazardous Zones
This makes them suitable for chemical plants, refineries, and other high-risk environments where safety compliance is non-negotiable.
Modular Design for Easy Maintenance
This is especially beneficial in continuous production environments where equipment reliability directly impacts throughput and efficiency.
Applications Across the Chemical Value Chain
ARO Air-Operated Double Diaphragm (AODD) Pumps are key for moving fluids in the chemical industry. They offer effective solutions for many chemical tasks.
Their design is safe for use in dangerous areas, including ATEX Zone 0. They are made from flexible materials. This means they can handle many chemical substances.
Key application areas include:
Bulk chemical transfer – ARO pumps help unload aggressive fluids from tankers, drums, and intermediate bulk containers (IBCs) into storage. Their leak-free design and dry-run feature make them great for handling corrosive acids, solvents, and slurries.
Inter-process fluid movement – These pumps move chemicals between storage tanks, day tanks, and chemical reactors. This ensures precise dosing and flow control, which are key for maintaining reaction speed and process stability.
Recovery and recirculation – In eco-friendly chemical operations, ARO pumps help reclaim used liquids. This allows for reuse and limit on waste. They can handle abrasive and thick fluids, making them useful in closed-loop systems.
Filtration and separation – ARO pumps deliver consistent pressure and flow. Used in filtration units such as filter presses, centrifuges, and membrane systems. This helps with efficient separation and purification processes.
In large chemical manufacturing, process engineers need to balance speed, safety, and rules. ARO pumps provide a safe, reliable, and high-quality solution.
Their modular construction simplifies maintenance, minimizes downtime, and supports efficiency. ARO pumps are essential for modern chemical processes. They allow precise control of fluid movement and support key stages of chemical reactions.
Frequently Asked Questions (FAQ)
Add an automatic pulsation dampener to air‑driven AODD systems and keep discharge runs short with appropriate hose/pipe sizing to reduce pressure spikes.
Related content

Chemical Processing
When your process requires the use of acids, caustics, solvents and other hazardous chemicals, we know that safety comes first.

Electric Diaphragm Pumps
ARO EVO Series™ Electric Diaphragm Pumps offer a unique set of proven technologies in one breakthrough sealless positive displacement pump. Available with a double-chamber or triple-chamber designs. The evolution in process pump technology for fluids or powders.

ePRO Series 100 Electric Drum Pump
Discover ARO’s durable, hygienic, and customizable electric drum pumps for containers, drums and barrels.

Pro Series Diaphragm Pumps

EXP Series Diaphragm Pumps

Electronic Interface Pumps
ARO Chemical Transfer Pumps: Corrosion-Resistant
ARO chemical transfer AODD pumps: leak-free, self-priming AODD pumps in PVDF, PP, stainless steel & Hastelloy. ATEX Zone 0 for safe chemical transfer.
Reach out to us